What is Investment Casting?
Investment casting—also commonly known as “lost-wax casting”—is a precision metal-casting process in which a sacrificial wax (or other pattern material) is used to create a ceramic mould, into which molten metal is poured to form a final part.
While its roots trace back thousands of years—originally used for art, jewellery and small metal objects—modern investment casting has evolved into a highly sophisticated manufacturing process for components requiring tight tolerances, excellent surface finish and complex geometries.
Investment casting is based on the principle of “evaporation”: a prototype is made from a fusible material (such as wax or plastic), coated with a refractory coating to form a shell, and then heated to melt or drain the prototype, creating a cavity into which molten metal is poured to fill and shape the final product. This method can accurately replicate complex shapes and is suitable for high-precision applications.
What is the process flow of investment casting?
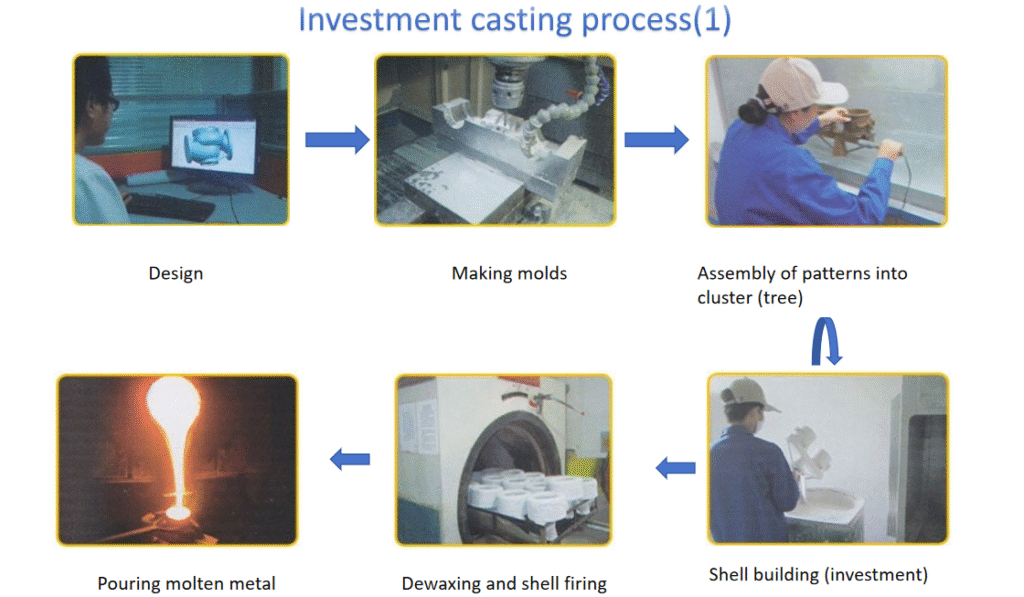
1.Molding: Pressing wax models and assembling them into modules.
2. Assembly of patterns into cluster (tree)
Individual patterns are mounted onto a gating system (sprue, runners) to form a “tree” or cluster. This enables multiple parts to be cast in one mould-making cycle and supports efficient pouring and gating.
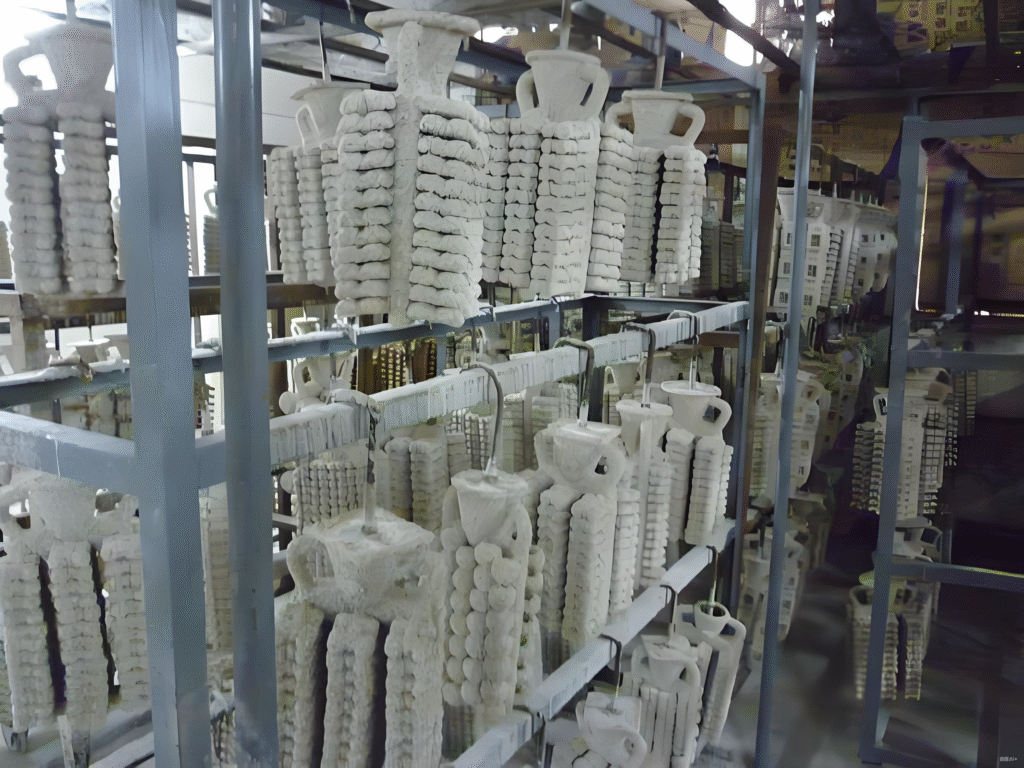
3. Shell building (investment)
The wax pattern cluster is repeatedly dipped into ceramic slurry and coated with refractory material to build up a thick ceramic shell mould. After each dip, drying occurs; the builds typically involve many layers until the shell attains necessary strength and thickness.
4. Dewaxing and shell firing
Once the shell is hardened, the wax inside is melted or burned out (dewaxing) leaving a cavity in the shape of the intended part. Then the shell is fired or baked to remove residual wax and moisture, and to strengthen the shell. Typical shell temperatures may be very high (e.g., up to ~1000 °C or more) depending on the alloy to be cast.
5. Pouring molten metal
Molten metal or alloy is poured (or otherwise introduced) into the shell cavity. Depending on design and foundry, gravity pouring, vacuum assisted pouring, pressure or centrifugal methods may be used to ensure complete fill and avoid defects.
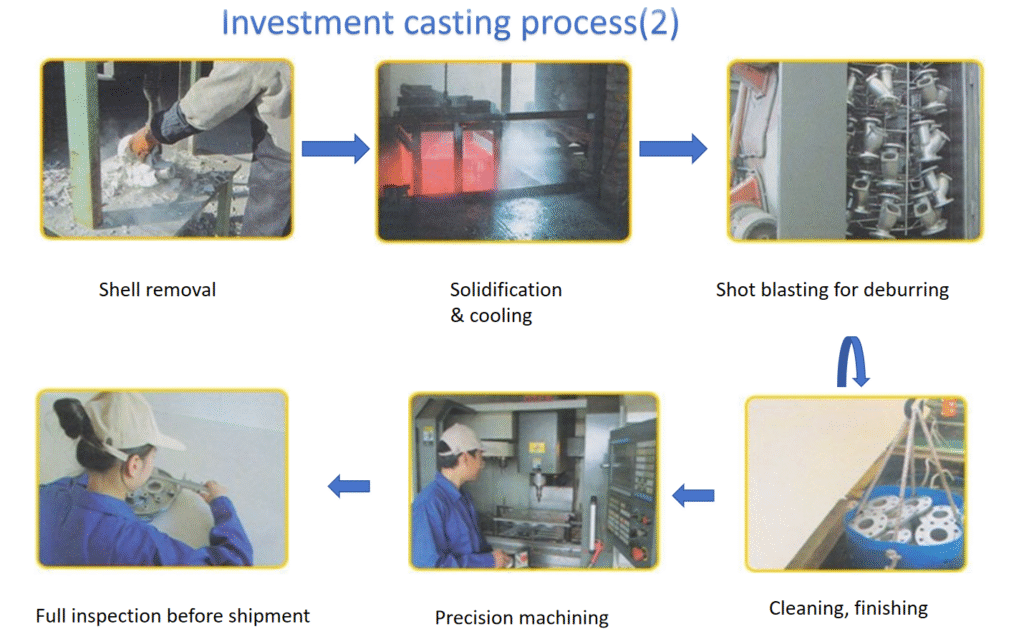
6. Solidification & cooling
The metal solidifies inside the shell, forming the casting. Proper cooling is important to maintain desired microstructure, avoid internal stress or distortion, and ensure dimensional stability.
7. Shell removal
After solidification and adequate cooling, the ceramic shell is removed (knocked out, blasted away, vibrated off) and the casting tree is cut away from the gating system.
8. Cleaning, finishing and inspection
The cast parts are cleaned (sand-blasting, shot-blasting, grinding), gating and risers are removed, parts may be heat treated, machined, surface finished or coated as required. Then inspection (including non-destructive testing in some industries) ensures the parts meet required tolerances and quality standards.
9. Secondary machining or assembly (if needed)
Although investment casting often produces a near-net-shape part requiring minimal machining, depending on the design and application some secondary machining, drilling, tapping or surface finishing may still be required.
manufacturers can leverage the strength of the investment-casting process to produce components with high precision, complex geometry and excellent surface quality.
What are the advantages of investment casting?
One of the major reasons why manufacturers choose investment casting is because of its many benefits compared with other methods like sand casting, die casting, or machining from solid. Some of the key advantages include:
Precision and accuracy
Investment casting allows for very tight tolerances and excellent dimensional control, making it suitable for parts where precision is critical.
Superior surface finish
The shell mould in investment casting provides a very smooth internal cavity surface, resulting in castings with minimal surface roughness, reducing the need for extensive post-machining or finishing.
Complex geometry and design freedom
Because the wax pattern can represent complex shapes (undercuts, thin walls, internal features) and the shell supports such geometry, investment casting offers significant design freedom compared to many other casting or machining processes.
Near-net shape and minimal waste
Since the process produces parts very close to final geometry, material waste and machining time can be significantly reduced. This helps lower costs, especially when using expensive alloys. For complex products made from alloys like Inconel 625 and Inconel 718, investment casting allows for efficient material utilization and cost savings.
Wide material choice
Investment casting supports a broad range of metals and alloys, Stainless steel、including ferrous and non-ferrous materials, high-temperature alloys and sometimes exotic materials. This makes it versatile for many industries.
Together, these advantages make investment casting an attractive manufacturing route for many precision-parts applications. Of course, as with any method, cost, setup time and production volume must be considered when comparing against alternatives.
Which materials can be used in investment casting?
One of the strengths of investment casting is the broad range of materials that can be cast. The exact alloys will depend on the foundry capability, industry requirements, and the design of the parts. Some of the commonly used materials include:
Stainless steels (300-series, 400-series) and specialty stainless alloys.
Carbon steels and low-alloy steels.
Nickel-based alloys and cobalt-based alloys, especially for high temperature or demanding applications.
Aluminum and aluminum alloys (note: some foundries specialise in lighter-weight alloys).
Brass, bronze, copper alloys and other non-ferrous materials.
Heat-resistant alloys and specialised superalloys (for aerospace, power generation, etc).
It is important to note that the choice of material often influences other aspects of the process: shell thickness, pre-heating, gating/risering, cooling, and finishing. When evaluating investment casting for a project, talking with the foundry about specific alloy performance, tolerance capabilities and finishing options is essential.
Investment casting is suitable for parts in which industries?
Investment casting finds application in many industries, particularly those where precision, complex geometry, or high performance materials are required. Some examples include:
Aerospace & defense

In aerospace and defense industries, parts with thin walls, internal passageways, high temperature alloys and tight tolerances are common. Investment casting is used for turbine blades, structural brackets, engine components and more.
Automotive
The automotive industry uses investment casting for components where weight reduction, high strength and complex geometry are important—such as engine housings, brackets, rocker arms, differential components and more. Investment casting can help reduce machining and assembly costs in high-volume production.
Energy and power generation
In the energy sector (including oil & gas, wind, steam turbines, and power generation equipment), investment casting is used for complex, high-temperature or corrosive environment parts made from specialty alloys.
Medical and dental
Because of its precision and ability to produce complex shapes, investment casting is also found in the medical industry—implants, surgical instruments, dental restorations (historically) and other components that demand fine detail.
Industrial and general manufacturing
Beyond the “high-tech” sectors, various industrial markets (valves, pumps, fluid-system components, general machinery) make use of investment casting for parts that benefit from reduced machining, complex geometry or alloy flexibility.
Because of this versatility, manufacturers who engage in precision machining and fabrication often integrate investment casting as part of their parts supply strategy: leveraging casting for near-net-shape, then applying machining/fabrication as a finishing step.
Conclusion
In summary, investment casting is a sophisticated and highly capable manufacturing process that bridges the gap between design freedom and precision metal components. With the ability to handle complex geometries, a wide array of materials, tight tolerances, and excellent surface finish, it is an ideal choice for many applications in aerospace, automotive, energy, medical and industrial manufacturing.
For companies and engineers seeking to optimise cost, minimise waste, reduce machining, and deliver highly reliable parts, investment casting offers compelling advantages—provided the production volume, tooling investment and design considerations align. When selecting a foundry or casting partner, attention to alloy selection, tooling and gating, mould shell design, finishing and quality control will help unlock the full value of the process.
At Precionn, we specialise in machining industries and support global customers with precision-manufactured components. Our team is well-versed in integrating investment casting into the production chain—whether as a valuable pre-machining step or part of an integrated supply solution. By combining our expertise in machining with a deep understanding of casting-to-machining workflow, Precionn offers an optimized route for high-quality, cost-effective, precision parts tailored for an international customer base.