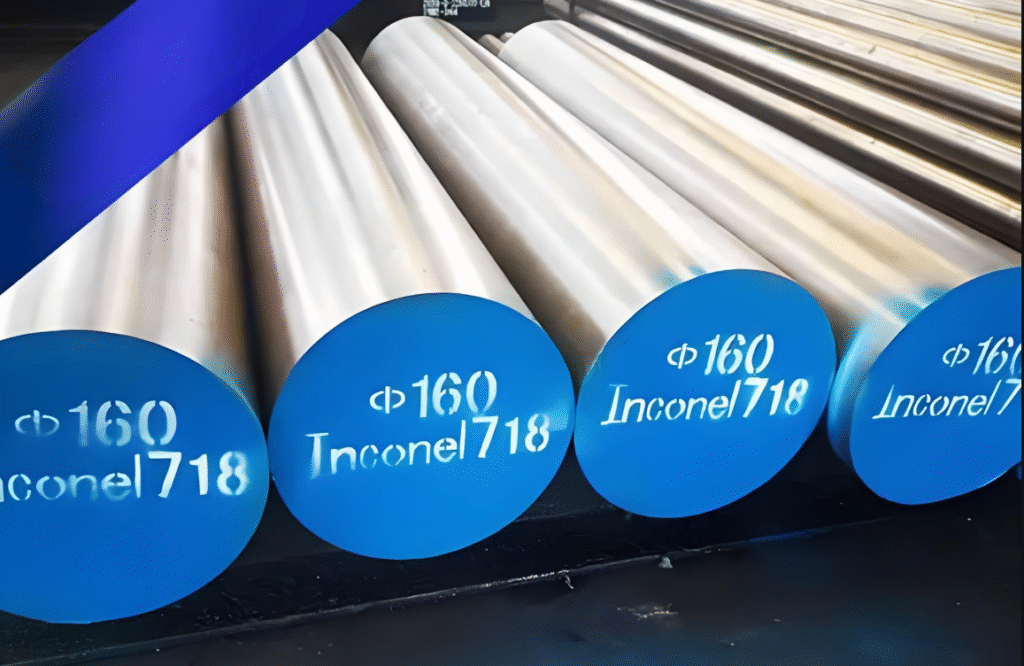
Inconel 718 材料特性
Inconel 718 是國際鎳公司 (INCO) 在 1950 年代末期開發的鎳基高溫合金。由於其優異的綜合性能,已經成為航太、能源和石化產業零件的關鍵材料。其主要特性包括
1.高低溫性能:在 -250°C 至 1000°C 的溫度範圍內具有穩定的化學特性和抗氧化性,即使在 700°C 的溫度下仍能保持高強度、耐腐蝕性和韌性。其金相結構以奧氏體為主,經熱處理的γ相及δ相可分別增強其機械性及塑性,同時也提供極佳的可焊性。
2.耐腐蝕性:優異的抗氧化性和耐腐蝕性
3.熱處理特性:可透過時效硬化進一步增加強度
4.機械特性:高強度、良好的疲勞和蠕變特性
Inconel 718 化學成分:鎳 (50-55%)、鉻 (17-21%)、鐵 (餘量)、鈮 (4.75-5.5%)、鉬 (2.8-3.3%) 等。
Inconel 718 加工的難度
轉彎困難
1.高剪切強度與快速加工硬化速度:Inconel 718 具有高剪切強度與快速加工硬化速度。在轉彎過程中,會增加轉彎的難度。快速加工硬化的切削,需要更高的切削力和更精細的操作。
2.低導熱性:Inconel 718 的導熱性較差。切削過程中產生的熱量不易散去,導致切削區域溫度上升,增加刀具磨損速度,影響加工品質。
3.鎳含量高:Inconel 718 的铌含量较高。铌偏析程度与冶金工艺直接相关,增加了加工难度,需要特定的工艺和技术来保证加工质量。
鍛造困難
1.窄的鍛造溫度窗口:溫度需精確控制在 954-1066℃ 之間
2.相變敏感性:不當的熱處理會導致δ相析出,影響性能
Inconel 718 CNC 加工技術優化
1.刀具選擇:可使用硬質合金工具、陶瓷工具、CBN 工具和塗層工具進行加工。
2.切削參數最佳化:
車削:vc = 30-60 m/min,f = 0.1-0.2 mm/rev,ap ≤ 4 mm
銑削:vc = 50-80 m/min,fz = 0.05-0.15 mm/齒
鑽孔:vc = 10-20 m/min,進給 0.02-0.1 mm/rev
3.冷卻與潤滑策略:高壓冷卻 (>70 bar) 可有效降低溫度。
MQL(最小量潤滑)技術適合某些製程。
Inconel 718 熱處理技術
1.鍛造過程
坯料鍛造:溫度 1065-1120°C,鍛造比≥ 4:1
最終鍛造溫度:不低於 954°C
變形率:適中的變形速率 (0.1-1s-¹) 是首選。
2.熱處理規格
溶液處理:955-1010°C,1 小時/25mm,快速冷卻
老化處理:720°C ± 10°C/8小時,爐冷至620°C ± 10°C/8小時,空冷
先進的加工技術
快速成型製造:SLM 技術已成功應用於製造 INCONEL718 零件
品質控制的重點
表面完整性控制:適當降低加工速度,以最佳化冷卻,並避免過深的加工硬化層。
殘留應力管理:對進料進行固溶處理,以消除應力並減少加工過程中可能導致產品變形的過大殘留應力。
NDT 測試:確保沒有加工缺陷。
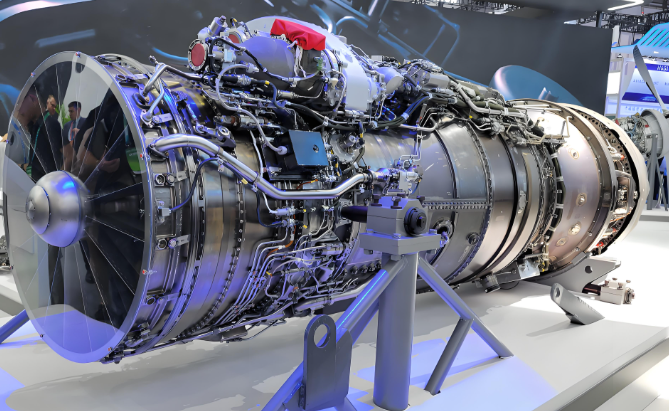
Inconel 718 材料應用產業
飛機引擎:渦輪盤、外殼、葉片等。

航空航天:火箭發動機組件
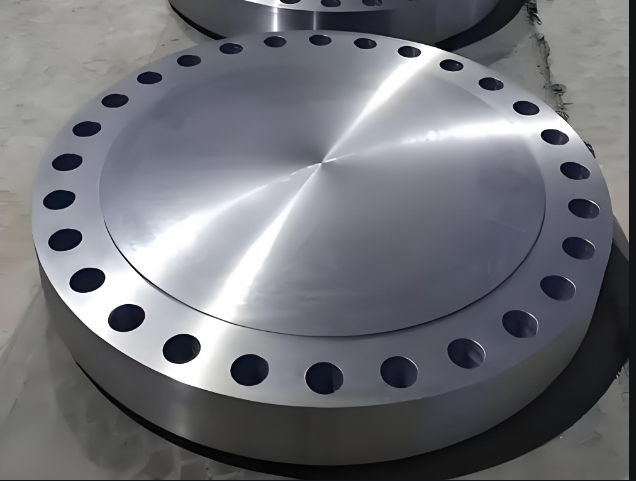
能源設備:核能閥門、渦輪組件
為何選擇 Precisionn 製造 Inconel 718?
寶 Precionn 在製造 Inconel 718 方面擁有豐富的經驗,產品範圍從油閥到航空航天零件。優質的材料供應使我們能夠鍛造不同規格的材料以滿足客戶的要求,從而節省材料成本並減少加工允差。多年的機械加工經驗使我們能夠選擇合適的工具並建立最佳的加工參數,為國際航空和石油產業提供高品質的產品和服務。
Inconel 718 加工技術不斷發展。隨著新材料、新工藝、新設備的出現,加工效率和加工質量將不斷提高。寶 Precionn 將為高端設備製造提供更可靠的加工支援。


